






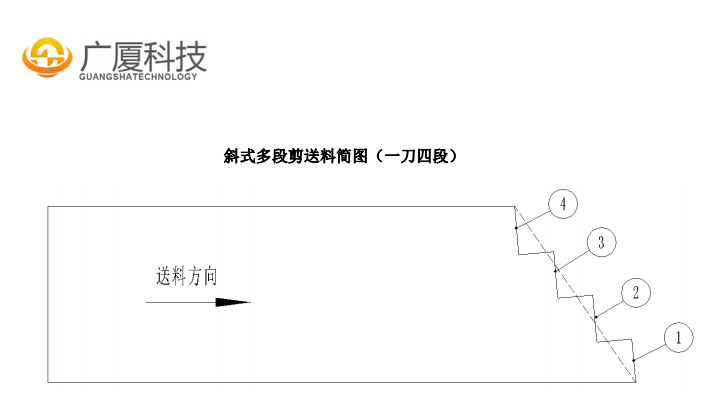
斜式多刀龙门剪简介
一、设备框架
1.1 设备龙门框架右左墙板、右墙板、上梁、下梁等结构件组成。结构件采用钢板焊接
而成。焊接采用多层多道焊。上梁结构件与墙板焊接采用多层多道焊角焊。
1.2 龙门框架采用焊后整体加工,来保证加工精度。
1.3 剪切头:采用整体式铸造工艺,加工采用数控整体加工来保证精度要求。
1.4 下刀座:采用整体式铸造工艺,加工采用数控整体加工来保证精度要求。

二、油缸
本机装有两个剪切缸,安装在机体龙门架上。活塞杆头部与剪切滑块联接,通过剪切油缸的
前进和后退完成对料箱内物料的剪切动作。
本机装有两个压料缸,安装在机体龙门架上,活塞杆头部与压料头联接,通过压料油缸的前
进和后退完成对料箱内物料的压紧动作。
本机装有四个推料缸,安装在料箱尾部支座内,活塞杆头部与推头联接,通过推料油缸的前
进和后退完成对料箱内物料的推料动作。两个推料油缸先推行,推行到位后,后部两个油缸再
次推行。(采用递进式油缸推料,节约设备占地面积)。
三、电气系统
由电动机主回路,电动机启动停止控制回路和 PLC 输入输出控制回路等组成。
成套电气柜,伟创 AC300 系列变频器,AP 斜式操控柜,手持遥控器。

四、液压系统
由液压油箱、液压泵站、阀站、液压管路系统组成,是主机的中枢控制系统。
液压阀采用山东泰丰智能的座式集成拆装阀块,本阀块采用了新型 TLFA 控制盖板,模块化、
可配组的集成液压控制元件。
管路:采用硬管+软管的配置方式。硬管焊后酸洗、磷化;软管采用国标四层高压软管,来
减少管路的振动。

五、润滑系统
龙门剪框架底部有两个自动润滑泵,每个台班都要加满液压油,润滑泵不能断油,否则会
损坏剪切滑块导轨和压料导向槽,本设备设计了断油保护装置,当润滑泵断油,机器将自动停机。
六、冷却系统
本设备冷却系统采用2台6 万大卡的强制冷空调对液压油独立回油冷却。
七、先进的刀片剪切系统
1)刀片采用国内模具合金钢制作。各刀片连接组成了一个连续拐角的剪切系统。
2)刀片横向+纵向交叉连接,连接后整体斜式排列;
3)横刀按刀座角度斜式排列,剪切时由低到高,剪切时均匀有序;
4)纵刀按横刀斜角排列,使得剪切面变成剪切线向下剪切,剪切时也有一定的斜角;
5)斜式的组合,使得刀具在运行过程中不卡料;
6)纵、横式卡键,保证刀片螺丝不受力;
7)下刀座上的横刀片螺丝采用了贯穿设置。

 苏公网安备 32028102000864号
苏公网安备 32028102000864号